 |
 |
 |
|
|
|
|
テラヘルツ(THz)波とは、光と電波の境界にある周波数領域(周波数100GHz~
10THz、波長30um~3mm)に位置する電磁波のことである。これまでは良質なレ ーザー光源と高感度検出器の開発が遅れていたため、未開拓な電磁波領域とさ
れてきた。しかし近年の超短パルスレーザーや超高速デバイス技術の発展によ り、パルス状のTHz波(以下THzパルスと略す)が比較的容易に生成・検出でき
るようになった。THzパルスは、自由空間伝播、非金属物質に対する良好な透 過特性、コヒーレントビーム、サブピコ秒パルス、非侵襲、低散乱、分光やイ
メージングが可能などの特徴を有しており、これらの特徴をいかした新たな応 用展開に関する研究が活発になっている。
物体の非破壊検査では、内部の様子を階層的に検査できる断層画像撮影技術(トモグラフィー)は極めて有効であり、X線CTや超音波CTが実用化されているが、これらの手法では高侵襲性や接触測定が測定対象に対する制限となっていた。そこであらためて
THz領域について断層画像取得の方法を考えてみると、THzパルスを利用すれば 超音波エコーと同様にパルスエコー法が適用できるはずである(THzトモグラ
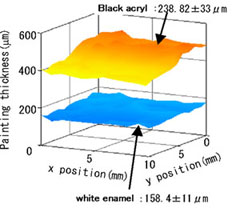
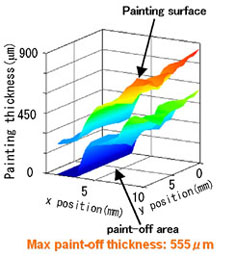
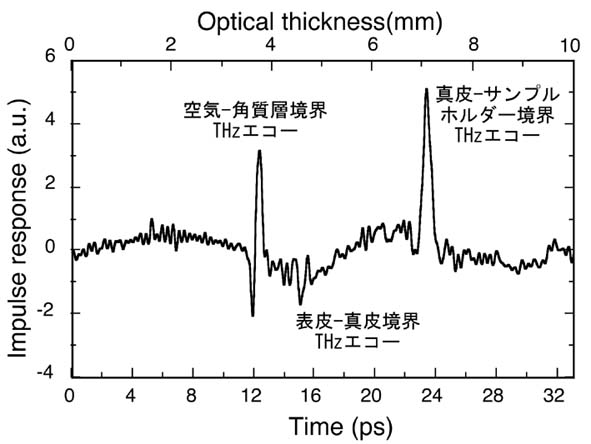
フィー)。我々はこのような方法を、自動車塗装膜(図1、図2)やヒト皮膚断層(図3)の非接触リモート測定に応用してきた。
|
|
|
|
|
|
|
|
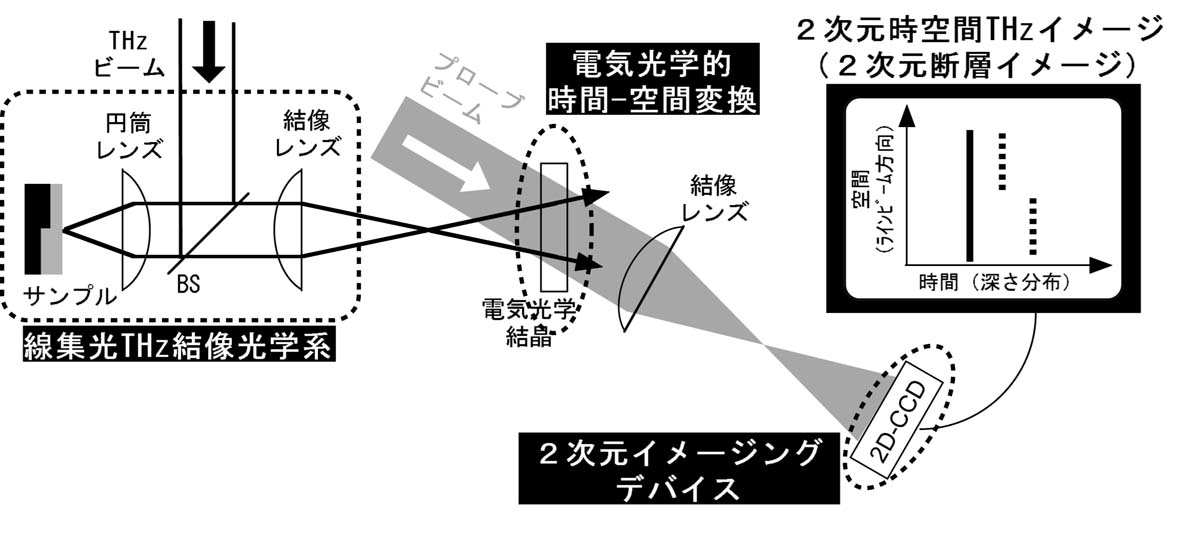
しかしながら、現状ではTHzパルスの時間 波形を直接的に実時間測定可能な検出器が存在しないため、時間遅延を利用し た相互相関法(ポンプ・プローブ法)に基づいて間接的に時間波形を取得しな ければならない。すなわち、ピコ秒オーダーのTHzパルスエコー時間波形(あ る点の深さ分布情報に相当)を1つ取得するのに数分前後の測定時間が必要と なるわけである。2次元断層イメージを取得するためには、さらにビーム照射 位置を1次元的に走査しなければならない。このように、従来のTHzトモグラフ ィーは基本的に点計測に基づいているため、2次元断層イメージを取得するた めには2次元的な機械走査(時間遅延及びサンプル移動)が必要となる。その 結果、画像取得に膨大な時間(数分~数時間)がかかり、本手法の応用性を著 しく制限してきた。このような機械的な走査を無くし、リアルタイムで2次元 断層像が取得できれば移動物体にも適用でき、THzトモグラフィーの応用性は 飛躍的に高まるはずである。ここで、THz波の光としての並列性に注目 し、電気光学的時間-空間変換と線集光THz結像光学系を併用すれば、機械的走査機構を必要とすることなく、2次元断層分布の取得が可能になる。我々はこのよ うな考えに基づいて実時間2次元THzトモグラフィーを開発した(図4)。
 |
|
|
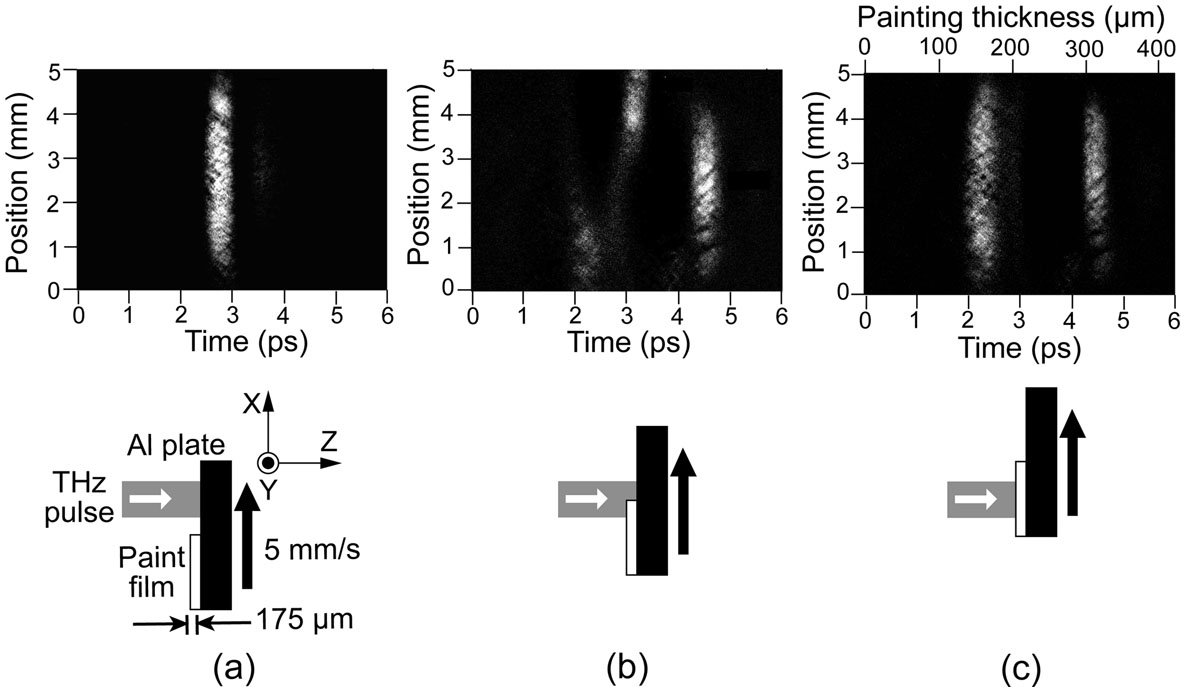
ここでは、 塗装膜計測への応用例を紹介する。まず最初に、動体サンプルへの適用性を評価した。測定に用いたサンプルは、アルミ板上の半分の領域に塗装膜(膜厚 175um)を施したもので、線集光されたTHzビームと平行方向に秒速5mmで連続的に移動させた(図5)。図6は、測定されたTHzトモグラフィー動画を示して いる(毎秒10フレーム)。線集光THzビームの照射位置の移動に伴い、非塗装部分-境界-塗装部分-境界-サンプル無しという順序で、2次元断層イメージが 変化している様子が確認できる。図5は各照射位置でのスナップショットを示している。非塗装部分では平らなアルミ板表面からのTHzエコー信号が、垂直方向のライン信号として確認できる[図7(a)]。塗装部分では、塗装膜表面及び塗装膜-アルミ板境界からの2つのエコー信号が時間的に分離されて確認できる[図7(c)]。この時間差は塗装膜の光学的厚さに対応しているので、塗料の群屈折率(=2.14)を用いて膜厚にスケーリングしなおすと、上部水平軸のようになる。接触式膜厚計の値(=175um)とよく一致しているのが確認できる。非塗装部分と塗装部分の境界では、1つのTHzエコー信号と2つのTHzエコー信号が混在している様子が確認できる[図7(a)]。このようにして、動体サンプルの実時間2次元THzトモグラフィーが世界で初めて実現された。
 |
 |
|
|
|
 |
|
|
|
|
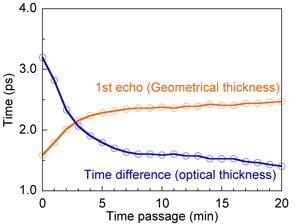
実時間2次元THzトモグラフィーによって実現される非接触リモート特性と実時間性は、動体塗膜サンプルだけでなく、従来の接触式膜厚計では不可能とされた未乾燥状態の塗装膜(ウェット膜)の計測も可能にする。そこで、ウェット膜の乾燥過程モニタリングに応用した例を示す。測定に用いたサンプルは速乾性の塗料で、測定開始直前にアルミ板上に塗装を施し、その後の乾燥過程を実時間2次元トモグラフィーで測定した。図8は、塗装終了後20分間の早送り動画を示している。乾燥の進行に伴い、2次元断層イメージが変化している様子が確認できる。ここで、左側のエコー信号は塗装膜表面からのものであり、この変化は幾何学的厚さの変化に対応している。一方、右側のエコーは塗装膜-アルミ板境界のエコーであるので、左右の両エコー信号の時間差は光学的厚さに対応している。図9は、図8の動画から得られた塗装膜の幾何学的厚さ及び光学的厚さの時間的変化を示している。これらの変化から、ウェット膜の乾燥過程に伴い塗装膜が幾何学的及び光学的に収縮していることが分かる。また、そのような塗膜収縮が面内で一様に進行している様子も動画から確認できる。幾何学的及び光学的収縮は約10分でほぼ終了しており、この時点で乾燥が完了していることを示している。これらの乾燥に伴う時間的変化は、ウェット膜の乾燥状態を示すパラメーターとして有用であると思われる。
 |
 |
|
|
|
これらの実時間2次元THzトモグラフィーに関する成果が日刊工業新聞(2005年3月8日)の第1面に紹介されました。